GD&T专业干货 | 实际生产中,定位孔的定位方式及位置度大小的选择
作者:互联网
在实际应用中,零件的定位一般采用一面两销,或者三个面定位的方式,而一面两销中的两销对应的零件的两个定位孔,今天就定位孔的方式和位置度怎么定义来进行阐述。
当然,本文所阐述的定位孔的位置度定义,是基于有些公司对定位孔的位置度定义的需求进行约束要求的,有些公司会对RPS点直接引出定位方向或是基准点,对RPS点的要求不体现,这种情况是对RPS点默认为零位状态,不具体体现约束要求。
基准孔的定位方式
基准孔的定位方式存在以下几种:
1、一个圆孔和一个长圆孔定位,采用两个圆销来定位。
2、两个圆孔定位,采用两个圆销来定位。
3、两个圆孔定位,采用一个圆销和一个菱形销来定位。

定位孔为圆孔和长圆孔,定位销为圆销
若是零件的定位孔是圆孔和长圆孔,采用的定位销则为两个圆销,此种方式是运用较为普遍的定位方式,采用圆销定位,保证了定位精度,又可以避免过定位的情况。
如下图所示,若是零件是薄件(料厚小于5mm),B基准的定位孔位置度建议给0,C基准的控制方向位置度为0,孔径公差建议给0~0.1mm ,位置度采用最大实体原则。
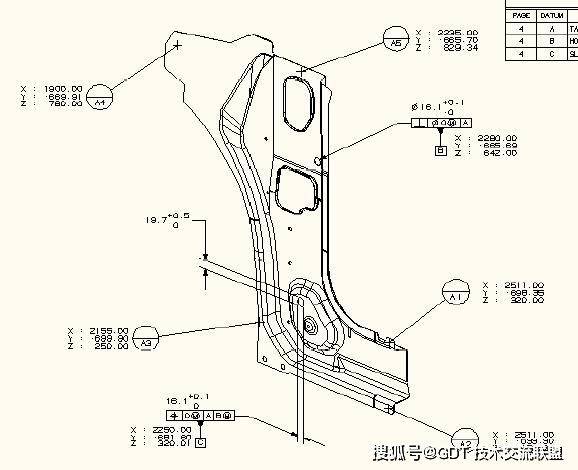
长圆孔的非控制方向,可以单独定义或者通过未注公差表的形式定义,一般根据产品功能需求来定义位置度的大小。
若零件板材较厚,可根据实际情况,对位置度建议定义0.05~0.2mm(满足对A基准的垂直度)的要求,同时孔径公差建议值为0~0.1mm,位置度采用最大实体原则,通过孔径公差对位置度进行补偿。
定位孔为两个圆孔,定位销为圆销
若是零件的定位孔是两个圆孔,采用的定位销则为两个圆销,此种方式存在过定位的约束。
如下图所示,shotgun的定位方式采用了两个圆孔,两个圆销的定位方式,零件中存在了过定位的约束。
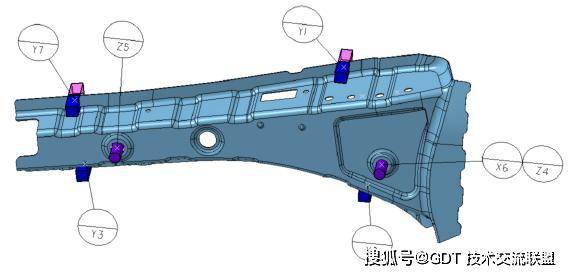
此种情况下,若是零件为薄件(小于5mm),零件位置度定义为0mm,孔径公差建议值为0~0.1mm,此种情况根据各个公司的具体的孔径要求标准来定义,位置度采用最大实体原则,通过孔径公差对位置度进行补偿。
若零件板材较厚,可根据实际情况,对位置度建议定义0.05~0.2mm(满足对A基准的垂直度)的要求,同时孔径公差建议值为0~0.1mm,位置度采用最大实体原则,通过孔径公差对位置度进行补偿。
定位孔为两个圆孔,定位销为一个圆销一个菱形销
若是零件的定位孔是两个圆孔,采用的定位销为一个圆销,一个菱形销的形式。
如下图所示,后盖的两个定位孔为圆孔,B基准位置度为0,C基准定义了控制方向的位置度为0,非控制方向未定义,参照未注公差表进行约束,此种情况定位销的形式为B基准为圆销,C基准为菱形销,避免过约束定位。
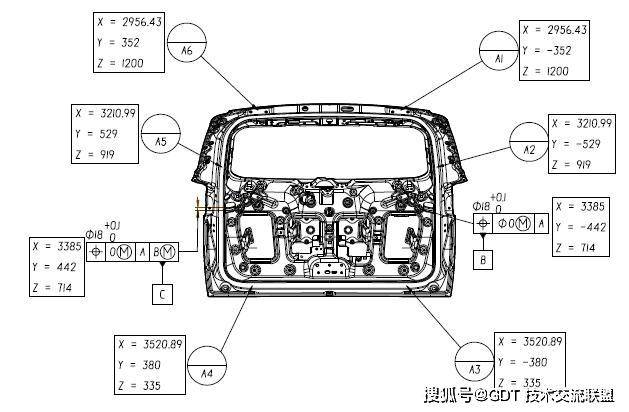
孔径公差建议还是0~0.1mm,这个建议是针对个别公司无标准要求的情况,若是公司内部有对孔径的标注要求,还是以公司标准为主。
同样,若是板材较厚的情况下,B/C基准建议定义一定的位置度量,来实现对A基准的垂直度要求,方便检具放件是避免放件困难的问题。
标签:定位,圆孔,公差,位置,干货,圆销,GD,孔径 来源: https://www.cnblogs.com/ARHUD/p/15765734.html